毅鑫五金加工廠家-專注為全國客戶提供各類產品型號五金零部件加工服務,來圖定制快速打樣發貨!
-
電子郵箱:[email protected]
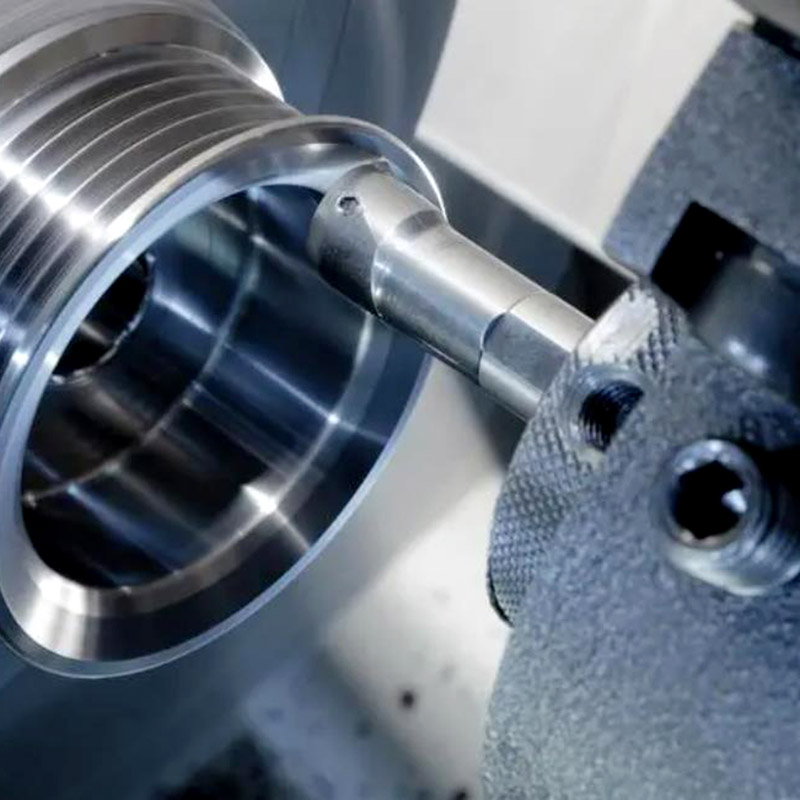
車床加工內孔長件的技巧都有哪些?

在車床加工領域,內孔長件(通常指孔深與孔徑比>5 的工件)因加工空間受限、剛性不足、排屑困難等問題,一直是加工難點。此類工件若加工方法不當,易出現孔徑尺寸超差、圓柱度誤差過大、表面粗糙度不佳等質量問題,甚至引發刀具崩損、工件報廢等風險。結合實際生產經驗,車床加工內孔長件需從工件裝夾、刀具選擇、工藝參數設定、排屑與冷卻、精度控制五個核心維度優化,下面毅鑫五金就給大家說說車床加工內孔長件的技巧,一起來了解下吧。、

一、工件裝夾:筑牢剛性基礎,避免加工振動
內孔長件的剛性普遍較弱,裝夾方式直接決定加工穩定性 —— 若裝夾過松,工件易在切削力作用下產生 “晃動”,導致孔壁出現波紋;若裝夾過緊,工件易產生變形,尤其薄壁類長件,卸夾后回彈會使孔徑精度失控。需根據工件結構與材質,選擇適配的裝夾方案:
1、三爪卡盤 + 尾座頂尖:適用于實心長軸類工件對于兩端可定位的實心長件(如主軸內孔),采用 “三爪卡盤定心夾緊 + 尾座活頂尖頂緊” 的裝夾方式,形成 “兩點支撐” 結構,大幅提升工件剛性。操作時需注意:
三爪卡盤僅夾緊工件一端(夾緊長度建議為工件直徑的 1.5-2 倍),避免過長夾緊導致工件變形;
尾座頂尖需施加合理頂緊力:過松易打滑,過緊易使工件產生軸向彎曲,可通過轉動工件時的 “輕微阻力感” 判斷,通常對于 45# 鋼長件,頂緊力控制在 50-80N 為宜。
2、軟爪 + 軸向定位:適用于薄壁 / 易變形長件若工件為薄壁內孔長件(如鋁合金套管),普通三爪硬爪易夾傷工件表面或導致徑向變形,需更換軟爪(材質多為銅或鋁合金,硬度低于工件),并通過 “軸向定位塊” 限制工件軸向竄動。軟爪需提前根據工件外徑 “自車”,確保與工件貼合面積>80%,減少局部夾緊力集中;軸向定位塊需與工件端面緊密貼合,避免加工中工件軸向移動。
3、跟刀架 / 中心架輔助:適用于超長長件(孔深>10 倍孔徑)當工件長度超過 1000mm、孔深>300mm 時,僅靠兩端支撐仍會因 “懸伸過長” 產生振動,需加裝跟刀架或中心架:
跟刀架安裝在大拖板上,隨刀具同步移動,緊貼工件外圓(接觸壓力以 “不壓傷工件、無明顯間隙” 為準),抵消徑向切削力;
中心架固定在床身上,支撐于工件中間位置,需提前在工件外圓車出 “支撐環”(寬度 15-20mm,表面粗糙度 Ra3.2 以下),避免中心架爪子劃傷工件。
二、刀具選擇:適配長孔特性,減少切削阻力
內孔長件加工中,刀具需深入工件內部,若刀具剛性不足、切削刃設計不合理,易出現 “讓刀” 現象(孔徑變大)或切削熱積聚。刀具選擇需重點關注刀具類型、幾何參數與材質:
1、刀具類型:優先選內孔車刀,慎用麻花鉆(深孔)
對于孔徑>20mm、孔深<200mm 的長件,選用整體式內孔車刀(刀桿直徑比孔徑小 3-5mm,避免與孔壁摩擦),刀桿長度需比孔深多 10-15mm,確保切削刃完全進入加工區域;
對于孔徑<20mm、孔深>200mm 的深孔,選用槍鉆或BTA 深孔鉆:槍鉆適用于小孔(孔徑 3-20mm),通過 “內冷外排屑” 設計將切屑排出;BTA 深孔鉆適用于大孔(孔徑 20-100mm),采用 “外冷內排屑”,排屑效率更高,避免切屑堵塞孔內。
2、幾何參數:優化切削刃,降低加工負荷刀具幾何參數需圍繞 “減少切削阻力、增強排屑能力” 設計:
主偏角:內孔車刀主偏角取 90°-100°,減少徑向切削力(徑向力過大會導致刀桿彎曲,引發讓刀);
前角與后角:加工塑性材料(如鋁、銅)時,前角取 15°-20°(鋒利切削,減少粘刀),后角取 8°-12°(避免刀背與孔壁摩擦);加工脆性材料(如鑄鐵)時,前角取 5°-10°(增強刀刃強度),后角取 6°-8°;
刃傾角:取 - 5°-0°,使切屑向孔底方向排出,避免切屑堆積在切削區域。
3、刀具材質:兼顧硬度與韌性,適配工件材質
加工普通鋼件(如 45# 鋼):選用硬質合金刀具(如 WC-Co 類),性價比高,可承受中等切削速度(80-120m/min);
加工高強度鋼、不銹鋼(如 304 不銹鋼):選用涂層硬質合金刀具(如 TiAlN 涂層),涂層硬度達 HV3000 以上,耐磨性強,可減少切削熱產生;
加工有色金屬(如鋁合金):選用高速鋼刀具或金剛石刀具,高速鋼刀具韌性好,避免崩刃;金剛石刀具表面光滑,減少粘刀,保證表面粗糙度(可達 Ra0.8 以下)。
三、工藝參數:分層切削 + 合理速度,平衡效率與精度
內孔長件加工不可追求 “一次成型”,需通過分層切削減少單次切削負荷,同時匹配合理的切削速度與進給量,避免因參數不當導致刀具磨損或工件變形:
1、切削深度:分層設定,控制單次吃刀量采用 “粗車 - 半精車 - 精車” 三步法,單次切削深度(ap)根據刀具剛性與工件材質調整:
粗車:優先去除大部分余量,ap 取 1-3mm(硬質合金刀具)、0.5-1.5mm(高速鋼刀具),但需保證剩余余量≥0.5mm(為半精車留量);
半精車:ap 取 0.3-0.8mm,修正粗車后的形狀誤差,使孔壁粗糙度達到 Ra6.3-Ra3.2;
精車:ap 取 0.1-0.3mm,重點保證尺寸精度與表面質量,此時需降低進給量,避免切削痕跡過深。
2、切削速度(vc):隨孔深增加適當降低內孔長件加工中,刀具深入孔內后散熱條件變差,切削速度需比外圓加工低 20%-30%:
硬質合金刀具加工 45# 鋼:粗車 vc=80-100m/min,精車 vc=100-120m/min;
涂層硬質合金加工 304 不銹鋼:粗車 vc=50-70m/min,精車 vc=70-90m/min(不銹鋼粘性大,速度過高易粘刀);
高速鋼刀具加工鋁合金:vc=30-50m/min(高速鋼耐熱性差,速度過高易燒刀)。
3、進給量(f):精車需 “慢進給”,保證表面質量進給量需與切削深度、表面粗糙度要求匹配:
粗車:f=0.15-0.3mm/r(快速去除余量,效率優先);
精車:f=0.05-0.15mm/r(緩慢進給,減少切削痕跡,若要求表面粗糙度 Ra0.8 以下,f 需≤0.1mm/r)。
四、排屑與冷卻:打通 “內部通道”,避免熱變形
內孔長件的封閉加工空間易導致切屑堆積,若切屑無法及時排出,會劃傷已加工孔壁、堵塞刀具冷卻通道,甚至引發刀具崩刃;同時,切削熱積聚易使工件受熱變形,影響尺寸精度。需從排屑方式與冷卻方案兩方面優化:
1、排屑方式:根據切屑類型選擇,避免 “堵屑”
對于塑性材料(如鋼、鋁)產生的 “帶狀切屑”:需通過刀具刃傾角引導切屑向孔底排出,同時在粗車時采用 “斷屑槽”(斷屑槽寬度 3-5mm,深度 1-2mm),將帶狀切屑打斷為 3-5mm 的短切屑,便于排出;
對于脆性材料(如鑄鐵)產生的 “崩碎切屑”:需增大冷卻壓力(冷卻泵壓力≥0.3MPa),通過冷卻液將切屑從孔內 “沖” 出,避免切屑在孔底堆積;
超深孔加工(孔深>500mm):需采用 “高壓內冷系統”,冷卻液從刀具中心孔注入,直接作用于切削區域,同時將切屑從刀具與孔壁的間隙排出,排屑效率比外冷提升 50% 以上。
2、冷卻方案:選對冷卻液,保證冷卻效率冷卻液需兼顧 “冷卻” 與 “潤滑” 功能,根據工件材質選擇:
加工鋼件、鑄鐵:選用乳化液(濃度 8%-12%),冷卻性能好,可有效降低切削溫度;
加工不銹鋼、高溫合金:選用極壓乳化液(添加極壓劑),增強潤滑性,減少刀具磨損;
加工鋁合金:選用煤油或專用鋁合金冷卻液(避免使用含氯冷卻液,防止腐蝕鋁合金),煤油的潤滑性好,可減少粘刀。
同時,冷卻液噴嘴需對準刀具切削刃與工件的接觸點,若內孔空間狹小,可采用 “定制加長噴嘴”,確保冷卻液直達加工區域。
五、精度控制:動態監測 + 誤差補償,保證最終質量
內孔長件加工中,刀具磨損、工件熱變形、裝夾誤差等因素均會影響精度,需通過 “過程監測” 與 “誤差補償” 確保加工質量:
1、實時測量:避免 “盲目加工”,及時修正尺寸加工過程中需多次測量孔徑與深度,避免最終尺寸超差:
粗車后:用內徑千分尺測量孔徑(測量點需選在孔口、孔中、孔底三個位置,判斷是否存在錐度誤差),若錐度>0.02mm/100mm,需調整刀具角度(如增大主偏角)或修正主軸與尾座的同軸度;
精車前:用塞規快速檢測孔徑(通規能通過、止規不能通過為合格),若尺寸偏小,需適當增大精車切削深度;若尺寸偏大,需檢查刀具是否 “讓刀”,必要時更換剛性更強的刀桿;
深孔加工:使用內徑百分表搭配 “加長測桿”(測桿長度比孔深多 50mm),測量時緩慢移動測桿,避免測桿彎曲導致測量誤差。
2、誤差補償:針對性解決常見精度問題
孔徑尺寸超差:若孔徑持續變大,多為刀具磨損,需更換刀具或調整切削速度(降低速度減少磨損);若孔徑忽大忽小,多為尾座頂尖頂緊力不穩定,需重新調整頂緊力;
圓柱度誤差過大(孔壁不圓):多為工件裝夾偏心,需重新找正工件(用百分表檢測工件外圓跳動,確保跳動≤0.01mm);
表面粗糙度不佳:若出現 “刀痕”,需降低進給量或更換鋒利刀具;若出現 “劃傷”,需檢查排屑是否順暢,避免切屑劃傷孔壁。
車床加工內孔長件的核心邏輯是 “平衡剛性、控制負荷、打通通道、動態修正”—— 通過合理裝夾增強工件剛性,通過適配刀具與參數減少切削負荷,通過高效排屑與冷卻避免熱變形,通過實時監測與補償控制精度。實際生產中,需根據工件材質(鋼、鋁、鑄鐵)、結構(實心 / 薄壁)、孔深孔徑比靈活調整方案,例如薄壁長件需側重 “軟爪裝夾 + 低夾緊力”,超深孔需側重 “高壓內冷 + BTA 刀具”。只有將技巧與實踐結合,才能高效解決內孔長件的加工難點,實現質量與效率的雙重提升。
以上就是毅鑫五金給大家帶來的關于“車床加工內孔長件的技巧",希望可以幫到您!
毅鑫五金是一家專業提供五金加工、CNC加工、數控車床加工的廠家,可為車床件、沖壓件、五金彈簧、五金模具、非標零件等零部件提供精密五金加工服務,歡迎您的咨詢!
本文由毅鑫五金整理發布,如需轉載請注明來源及出處,原文地址:http://m.bj-hfzb.com/zixun/1900.html
五金加工,成就您的理想之選!毅鑫五金是您可信賴的五金加工廠家,為您量身打造高品質定制零件。擁有專業的五金加工設備和經驗豐富的團隊,我們致力于提供精密加工、快速交付和競爭力價格。無論是五金加工、CNC車削、鑄造還是表面處理,我們都將為您實現完善的解決方案。與我們合作,從設計到成品,將變得高效而愉悅。立即聯系我們,開啟定制之旅! 廠家直連
- 上一篇:五金加工效率低的原因是什么?五金加工效率影響因素分析!
- 下一篇:
全新資訊










推薦閱讀






毅鑫五金

相關推薦




毅鑫五金-專業零部件定制加工服務商


在線留言
毅鑫五金專為各類零部件提供定制加工服務,歡迎留言咨詢,我們將盡快回復您的需求!